 sa
sa English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى
الاختلافات الهندسية بين MPO وMTP بداية الانتهاء
1. الاختلافات الهندسية بين MPO وMTP
قبل الغوص في عملية الإنهاء، نحتاج إلى توضيح الاختلافات بين MPO وMTP. يتم تحديد المعايير الدولية لواجهات MPO بشكل أساسي بواسطة IEC 61754-7 وTIA-604-5 في أمريكا الشمالية. من ناحية أخرى، تعد MTP (دفع النقل الميكانيكي) علامة تجارية عالية الأداء تم تطويرها بواسطة US Conec. إنه يتوافق تمامًا مع معايير MPO ولكنه يتميز بتحسينات عميقة في الهندسة الميكانيكية والبصرية:
الطويق العائمة: على عكس الحلقات الثابتة التقليدية، تستخدم MTP تصميمًا عائمًا. عندما يتعرض الكابل الخارجي للضغط، يمكنه الحفاظ بشكل ديناميكي على اتصال جسدي محكم بين وجهي النهاية، مما يمنع توليد فجوات هوائية.
دبابيس دليل بيضاوي الشكل: تستخدم MPOs التقليدية دبابيس توجيه ذات رأس مسطح مشطوفة، والتي تعمل بسهولة على كشط الجدار الداخلي وتوليد الحطام. يعمل التصميم الانسيابي البيضاوي لـ MTP على التخلص من تآكل القطع، مما يضمن دقة المحاذاة دون الميكرون حتى بعد مئات دورات التزاوج.
مشبك دبوس معدني وزنبرك بيضاوي: يتم استخدام المواد المعدنية لتحسين قوة الاحتفاظ المحورية لدبابيس التوجيه، ويتم تحسين الزنبرك إلى شكل بيضاوي ليتناسب مع شريط الألياف. وهذا يمنع الزنبرك من الضغط على ألياف الحافة أثناء الضغط، مما قد يسبب فقدان الانحناء الدقيق.
2. عملية الإنهاء القياسية: من التجريد إلى التلميع النهائي

إن إنهاء MPO/MTP هو عملية هندسة أنظمة لا تسمح بأي تسامح. الخطوات الأساسية هي كما يلي:
الخطوة 1: إعداد الكابلات وشريطها المرحلة الأولى من الإنهاء هي تجريد السترة بدقة. يجب الاحتفاظ بما لا يقل عن 7 مم من الكيفلار (خيوط الأراميد) لتخفيف الضغط أثناء التجميع النهائي، مما يضمن نقل قوة السحب الميكانيكية إلى الهيكل بدلاً من الألياف الزجاجية الهشة. نظرًا لأن الألياف الموجودة داخل الكابل المستدير فضفاضة، يجب استخدام أدوات خاصة لتحويلها إلى مصفوفة شريطية بمسافة 250 ميكرومتر. يجب على المشغلين مواءمتها بدقة وفقًا لرمز لون القطبية المحدد بواسطة معيار TIA-568. يمنع منعا باتا عبور الألياف أو التواء. وإلا فإنه يكون عرضة للكسر عند تثبيته.
الخطوة 2: الشق الدقيق بعد تجريد طلاء الألياف بواسطة أداة تعرية حرارية وتنظيفها باستخدام كحول الأيزوبروبيل، يلزم إجراء شق دقيق. يجب التحكم بدقة في طول الشق عند 10 (± 2) مم. يُمنع منعا باتا التشذيب اليدوي بالمقص العادي. يجب استخدام معدات شق ميكانيكية أو ليزر عالية الدقة لإزالة نتوءات الألياف ومنعها من ثقب جدران فتحات الطويق، والتي تتمتع بتفاوتات شديدة للغاية.
الخطوة 3: حقن إيبوكسي ديناميكيات السوائل والمعالجة الحرارية يعتمد التثبيت الدائم للألياف على راتنجات الإيبوكسي المكونة من عنصرين EPO-TEK 353ND والمقاومة لدرجات الحرارة العالية. يجب أن يخضع الراتينج المختلط لعملية إطلاق غازات صارمة باستخدام جهاز طرد مركزي (يعمل لمدة 7-10 دقائق). إذا لم يتم إطلاق الغازات، فإن الفقاعات التي تتوسع تحت درجات حرارة عالية ستتسبب في تأثير "تكبيس" محوري في الألياف، مما يؤدي إلى تدمير هندسة الوجه النهائي بشكل مباشر. بعد الحقن، يجب وضع الموصل في فرن معالجة بدرجة حرارة عالية وقابل للبرمجة ومعالجته بدقة لمدة 4 دقائق عند 150 درجة مئوية.
الخطوة 4: تلميع دقيق متعدد المراحل يتطلب تلميع MPO/MTP تحقيق توازن بين ألياف السيليكا شديدة الصلابة ومصفوفة البوليمر الأكثر ليونة (PPS). تنقسم عملية التلميع القياسية إلى أربع مراحل رئيسية:
إزالة الإيبوكسي وإزالة النوبينج: استخدم طبقة كربيد السيليكون مقاس 16 ميكرومتر/30 ميكرومتر تحت ضغط خفيف لتلميع الألياف البارزة وخرز الإيبوكسي.
التلميع الخشن والتشكيل الهندسي: استخدم كربيد السيليكون 9 ميكرومتر/3 ميكرومتر أو طبقة أكسيد الألومنيوم لإنشاء زاوية APC بزاوية 8 درجات والتخلص من الخدوش العميقة.
تلميع ناعم: قم بالتبديل إلى فيلم ماسي مقاس 1 ميكرومتر للتحكم بدقة في ارتفاع بروز الألياف بالنسبة للسطح البلاستيكي.
التلميع النهائي: استخدم ثاني أكسيد السيليكون أو أكسيد السيريوم دون الميكرون (0.5 ميكرومتر أو 0.02 ميكرومتر) لتحقيق منطقة اتصال مادية مرآة خالية من العيوب باستخدام تأثير التلميع الميكانيكي الكيميائي (CMP).
في هذه العملية متعددة المراحل، يكون التسامح مع التنظيف بين المراحل صفرًا. أي جزيئات خشنة متبقية يتم نقلها إلى المرحلة التالية ستؤدي إلى إلغاء الدفعة بأكملها.
3. مراقبة الجودة: مقياس التداخل ثلاثي الأبعاد والفحص البصري
يتطلب تحقيق خسارة إدخال منخفضة للغاية (.350.35 ديسيبل) لموصلات APC أحادية الوضع اجتياز عمليات تحقق قياسية صارمة.
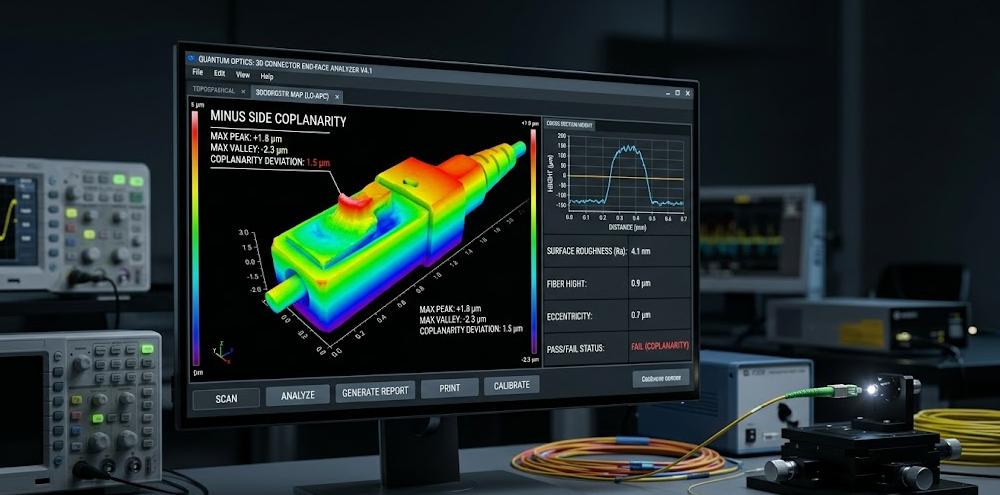
معلمات هندسة الوجه النهائي ثلاثية الأبعاد (EFG): وفقًا لمعيار IEC 61755-3-31:2015، يجب استخدام مقياس تداخل الضوء الأبيض عالي الدقة لمراقبة الوجه النهائي. ينصب التركيز الأساسي على "المستوى المستوي الجانبي السالب" (المسافة بين أقل ألياف والمستوى الأفضل ملائمة)، وارتفاع بروز الألياف، و"الانحدار الأساسي". يؤدي الانخفاض المفرط في النواة إلى حدوث فجوات هوائية بين النوى وهو عيب تلميع قاتل للغاية.
شهادة النظافة البصرية: وفقًا لمعيار IEC 61300-3-35:2022، يجب استخدام المجهر الرقمي لتقييم التلوث. بالنسبة للمنطقة A (المنطقة الأساسية من 0 إلى 25 ميكرومتر)، تحظر الألياف أحادية الوضع بشكل صارم العيوب أو التلوث من أي حجم. يتطلب الإصدار الأحدث لعام 2022 أيضًا تقييم الجسيمات السائبة عبر سطح الطويق المستطيل بالكامل والمنطقة المحيطة التي تبلغ مساحتها 250 ميكرومتر. يجب أن يلتزم التثبيت في الموقع بشكل صارم ببروتوكول الحلقة المغلقة IBYC (الفحص قبل الاتصال).

كابل تشجيانغ هوابو ليست مخصصة فقط لبيع الكابلات ولكن أيضًا لمساعدة المقاولين ومهندسي مراكز البيانات على حل جميع تحديات التثبيت المتعلقة بالكابلات.



 0.6/1kV")






- +86-13588204183
- رقم 39 طريق تشي يوان، منطقة التنمية الاقتصادية ديتشينغ، مدينة هوتشو، مقاطعة تشجيانغ

حقوق النشر © Zhejiang Huapu Cable Co., Ltd. جميع الحقوق محفوظة.
 شركة تصنيع كابلات حاصلة على شهادة ISO 9001
شركة تصنيع كابلات حاصلة على شهادة ISO 9001